Welcome to Jveco Instruments

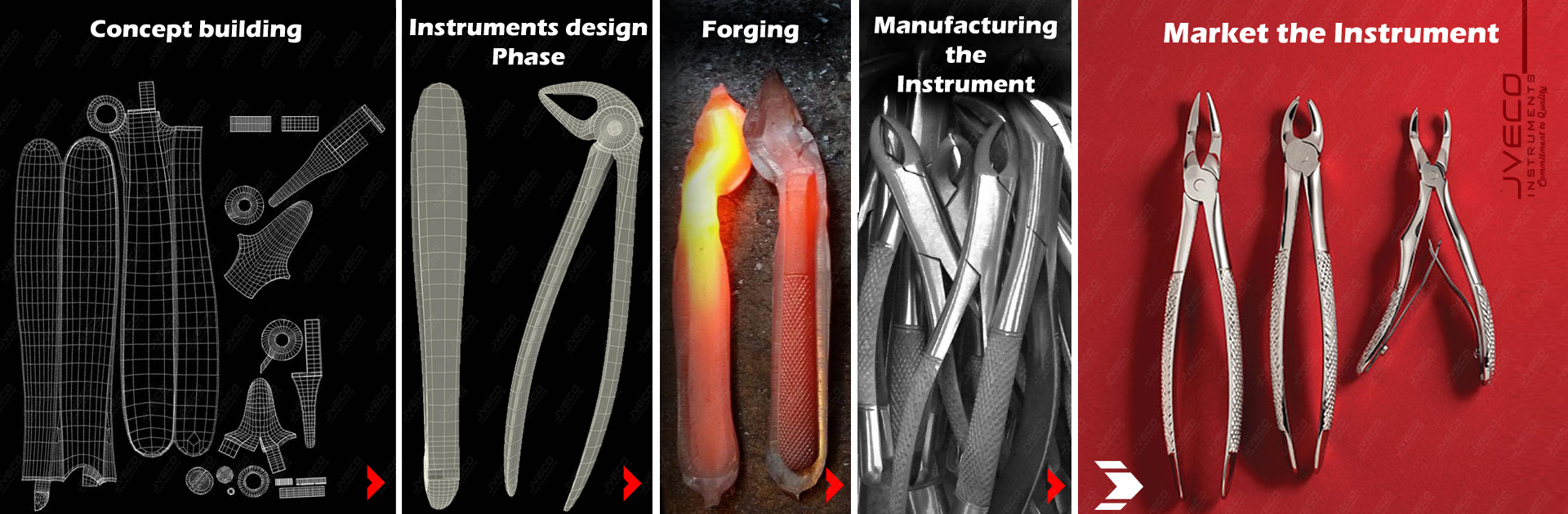
Initial Design
For the design of new items, this stage is where samples are drawn by hand or on a computer, which is according to the consultation of surgeons, nurses, decontamination leads, engineers, techs, craftsmen, distributors, and/or salespeople.
Raw Material Selection
The identification and sourcing of the correct raw material for the device's specific application is crucial. Even though there are many variants of stainless steel manufactured, approximately a dozen out of these are useful in making surgical instruments. Some factors that they would have considered in the utilization of these particular grades of stainless steel are its application, hardness, flexibility, tensile strength and malleability. For the Metzenbaum scissor, our engineers choose AISI 420-J2 steel because its hardness and chromium content is exactly as required for cutting instrument, as per standards ISO 7153, BS 5194, and AISI F899. We mainly use German or Japanese forged raw material to make the instruments.
Forging
This is a process for shaping metal parts through compressive forces in either a hot state. The hammer forging process is involved in Metzenbaum scissor manufacturing.
Machining
The milling, lathe and CNC Wirecut machines are used to perform trimming, tapering, drilling and cutting on the instrument to get the exact required dimensions.
Elemental analysis
To make sure that the raw material used is good and has not any un-necessary or harmful elements like sulfur and phosphorus XRF analyzer is used to check the composition of the material.
Hardening:
During hardening, the instruments are heated properly above the austenizing temperature (1020-1070)°C and soaking time is given from 7.5 to 11 minutes (depending upon the instrument) to attain homogeneous austenite.
Then instruments are quenched at a very rapid rate, using N2 as a quenching medium. The austenite is now transformed into a martensitic phase which is very hard and brittle.
Tempering
After quenching, tempering is usually performed to restore some ductility, to achieve a balance between hardness and toughness, and to dissolve the carbides which are formed as a result of quenching. The steel instruments are gradually heated to (250-300)°C for 1 hour and then cooled radiantly. Different colors in the temper spectrum reflect different balances of hardness to toughness, so different temper levels are appropriate for different applications.
Hardness Test
After the Heat Treatment, the hardness value is checked to make sure that the instrument is treated perfectly or not. The Metzenbaum scissor should give a value between 51-54 HRC. We, at HBM, use Mitutoyo’s Hardness Tester to perform the hardness test. And the test is performed by our professional engineers.
Degreasing
After the heat treatment, instruments are treated with degreasing agents to remove any oil, grease, or chemical from the surface so that it cannot affect the quality of life of the instrument.
Grinding Techniques
Grinding is a material removing process by abrasion forces. The stone or file grinders are used for grinding the Metzenbaum scissor. Aside from the traditional grinding techniques we, at HBM, use the modern grinding techniques to give the instrument better surface finishing. The traditional grinding method used by most of the industries is “Dry Grinding” but we also perform “Wet Grinding” which is a very clean and effective process.
Polishing and Buffing
These are the metal finishing processes to produce different types of appearances like a mirror finish, or a dull one. Different abrasives are used on a rotary wheel to finalize the finish. We, at HBM, use alumina and diamond pastes during polishing the instruments. These pastes help to get a mirror finish of the instrument.
Bead (Sand) Blasting
Sand Blasting is the operation of forcibly propelling a stream of abrasive material (sand) against a surface under high pressure to smooth a rough surface or remove surface containments. High-Pressure sand hitting the instrument results in smoothing the surface at the atomic level.
Electropolishing
An electrochemical process that is a super Passivator of stainless steel and results in a more passive surface than traditional methods. The surface of the metal becomes bright and its appearance looks fine. Some burr is removed in this process. Phosphoric and sulphuric acids are used in conjunction with a high current to clean and smooth the surface of the steel.
Ultrasonic Cleaning
A process that uses ultrasound to clean the surgical instrument from any foreign matter, such as polish or bits of metal.
Passivation
Passivation is performed when oxide scale, rust, iron particles, and metal chips adversely affect the stability of the surface. The process involves immersing the stainless steel instruments in a solution of nitric or citric acid and sodium dichromate, dissolving the imbedded iron particles, which then restores the original corrosion-resistant surface by forming a thin, transparent oxide film.
Boil Test
After the passivation, the boil test is performed to check the corrosion rate of the instrument and to estimate the life of the instrument. The better the passivation is, the more the material can resist corrosion.
Quality Checking
After finishing the manufacturing processes, our highly skilled workers perform a visual inspection on each and every instrument to check the quality. If any instrument has a scratch or any crack on its surface, the piece is rejected or sent back for reworking depending on the condition of the instruments.
Quality is our first priority and our certifications prove it.

AVAILABILITY OF A WIDE RANGE OF INSTRUMENTS FOR ALL SURGICAL, DENTAL, PODITARY LINES
High quality tools developed and manufactured in accordance with the strictest quality standards (from material selection to production and final inspections). The advice of our product specialists supports customers in selecting the most suitable tools for their needs.
If you have any questions, just ask. We will be glad to help.
If you have any questions about our products or require further information, please contact us. We look forward to your message or call.