Welcome to Jveco Instruments

At JVECO INSTRUMENTS, we take pride in producing high-quality surgical instruments through a rigorous and meticulously controlled manufacturing process. Each stage, from initial design to final inspection, is carried out with precision, professionalism, and a deep understanding of the instruments’ critical role in healthcare.
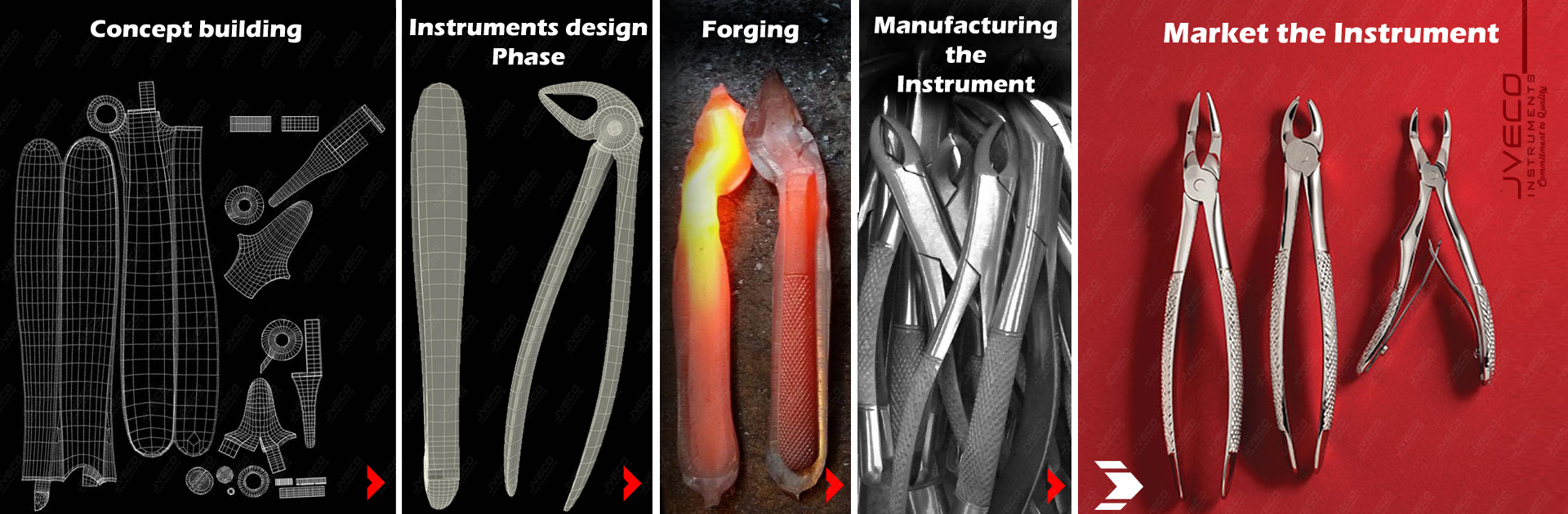
The design process begins with hand-drawn sketches, 3D CAD modeling, or computer-aided design based on in-depth consultations with customers, surgeons, nurses, decontamination leads, biomedical engineers, technicians, craftsmen, distributors, and sales professionals. This collaborative and multidisciplinary approach ensures that each product meets the highest standards of functionality, ergonomics, and performance.
The identification and sourcing of the correct raw material for the device's specific application is crucial. Even though there are many variants of stainless steel manufactured, approximately a dozen out of these are useful in making surgical instruments. Some factors that they would have considered in the utilization of these particular grades of stainless steel are its application, hardness, flexibility, tensile strength and malleability. For the Metzenbaum scissor, our engineers choose AISI 420-J2 steel because its hardness and chromium content is exactly as required for cutting instrument, as per standards ISO 7153, BS 5194, and AISI F899. We mainly use German or Japanese forged raw material to make the instruments.
Forging shapes the metal into rough instrument blanks using compressive force:
Hand Forging – for small quantity orders
Hammer Forging – for bulk production
The Scissors, Forceps, for instance, is manufactured using precision hammer forging.
Machining involves shaping the instrument using various methods:
Milling and Lathe Operations – for tapering and trimming
CNC Wirecut – for accurate drilling and cutting to achieve precise dimensions
We ensure the purity of our raw materials through XRF analysis to detect any unwanted elements like sulfur or phosphorus, which can compromise the integrity and corrosion resistance of the instrument.
Instruments are heat-treated by:
Heating above the austenitizing temperature (1020–1070°C)
Maintaining a soaking time of 7.5–11 minutes
Rapid quenching with nitrogen gas (N₂) to form hard martensitic steel
To balance hardness and toughness, instruments are:
Heated to 250–300°C for one hour
Gradually cooled to achieve optimal metallurgical properties
Different temper colors represent varying hardness-toughness ratios, tailored to the instrument’s purpose
Post-heat treatment, each instrument undergoes a hardness check. For Cutting Edge Instruments, the desired hardness is 51–54 HRC. We use Mitutoyo’s precision hardness testers, operated by our trained engineers.
To eliminate residual oils or chemicals after heat treatment, instruments are cleaned using degreasing agents to prevent surface contamination and enhance the instrument’s lifecycle.
Grinding shapes and finishes the instrument surface. We use:
Traditional Dry Grinding
Advanced Wet Grinding – for cleaner, smoother results and better surface integrity
We offer both mirror and matte finishes
These are the metal finishing processes to produce different types of appearances like a mirror finish, or a dull one. Different abrasives are used on a rotary wheel to finalize the finish. We, at JVECO INSTRUMENTS, use alumina and diamond pastes during polishing the instruments. These pastes help to get a mirror finish of the instrument.
High-pressure abrasive sand is used to smooth surfaces at the micro-level. This step removes impurities and enhances the uniformity of the instrument’s finish.
An advanced electrochemical process that:
Brightens the metal surface
Improves corrosion resistance
Removes micro-burrs
Utilizes phosphoric and sulfuric acids with electric current to clean and refine stainless steel
High-frequency sound waves are used in a cleaning solution to dislodge microscopic debris, such as metal shavings and polishing residue, ensuring a contaminant-free product.
Passivation is performed when oxide scale, rust, iron particles, and metal chips adversely affect the stability of the surface. The process involves immersing the stainless steel instruments in a solution of nitric or citric acid and sodium dichromate, dissolving the imbedded iron particles, which then restores the original corrosion-resistant surface by forming a thin, transparent oxide film.
Following passivation, a boil test is conducted to verify corrosion resistance and predict the instrument's lifespan. Better passivation means superior durability.
Each instrument undergoes a detailed visual inspection by trained professionals. Instruments with any visible defects—scratches, cracks, or imperfections—are either rejected or reworked.
4% of the instruments are inspection by Q. A. Directors. Samples for inspection are taken randomly and are observed to every bit of detail. Even the slightest difference from acceptable standards could result in rejection of whole lot.
In this stage, labels are applied to each instrument package. We attach SKU numbers or specific catalog article numbers according to the customer's requirements. This ensures accurate identification, traceability, and compliance with client and regulatory standards.
Packing in boxes each contains 100 pieces. 10 Boxes in a Carton. Here instruments are packed with respect to sizes and types. Instruments boxes are properly labeled and stored in proper storing environment.
From the drawing board to final inspection, JVECO INSTRUMENTS ensures that every product reflects our unwavering commitment to precision, performance, and quality. Our stringent production and inspection protocols guarantee that every instrument delivered is safe, reliable, and built to perform.
Quality is our first priority and our certifications prove it.

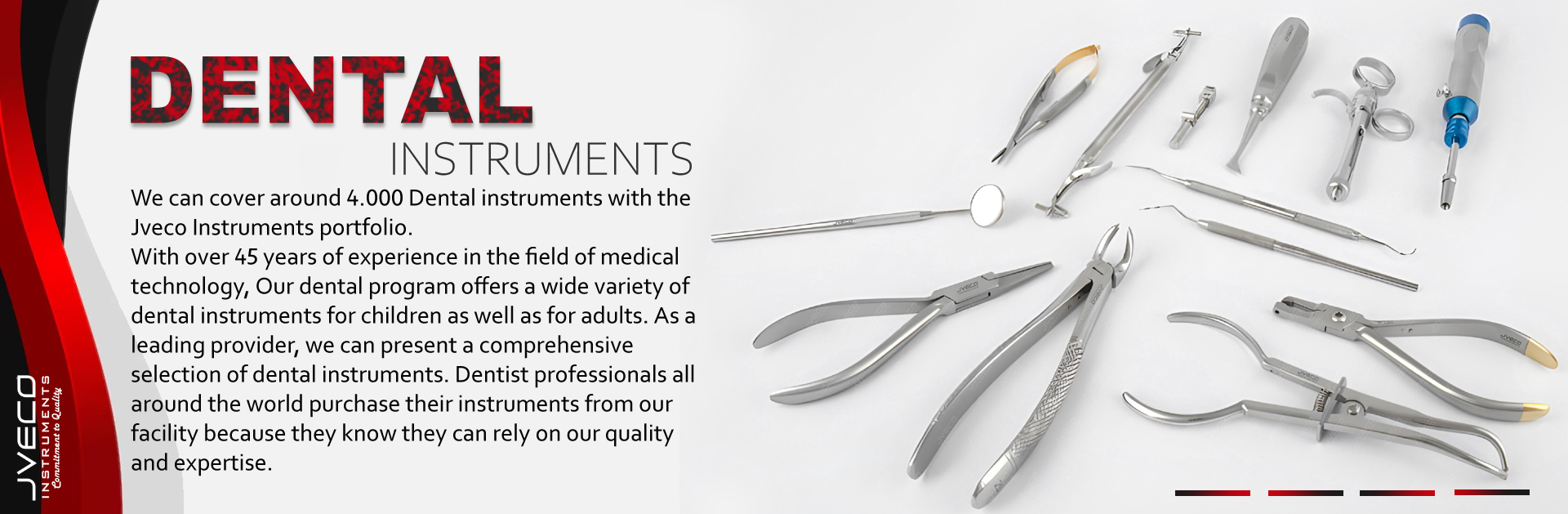
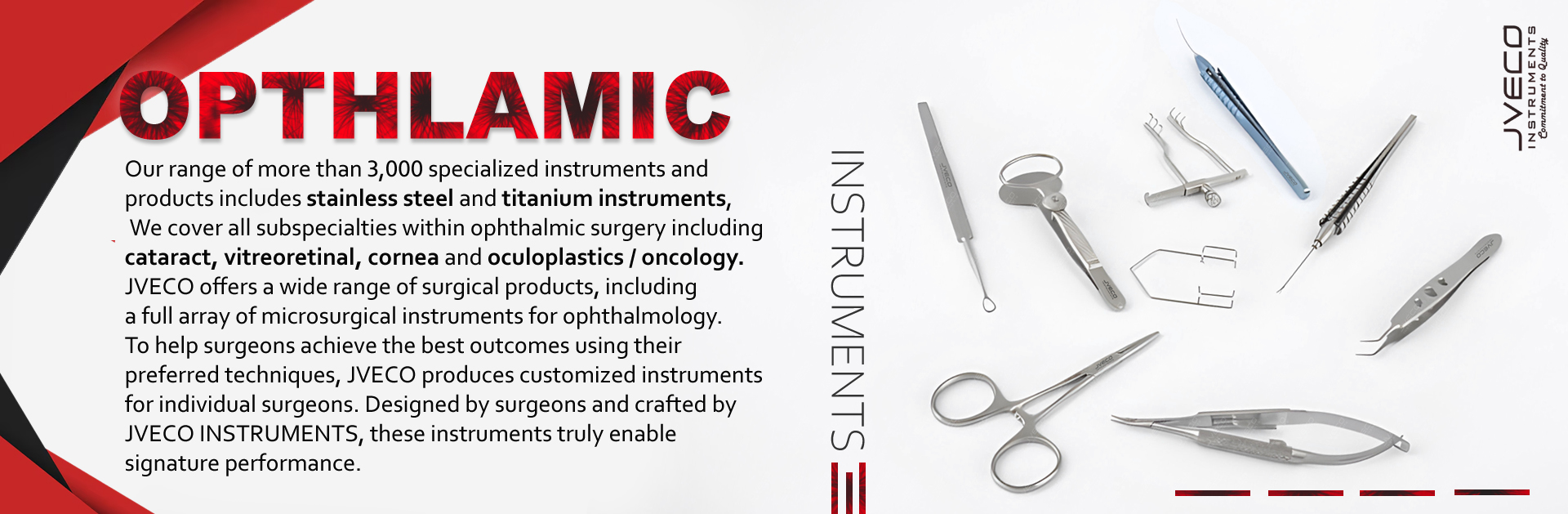
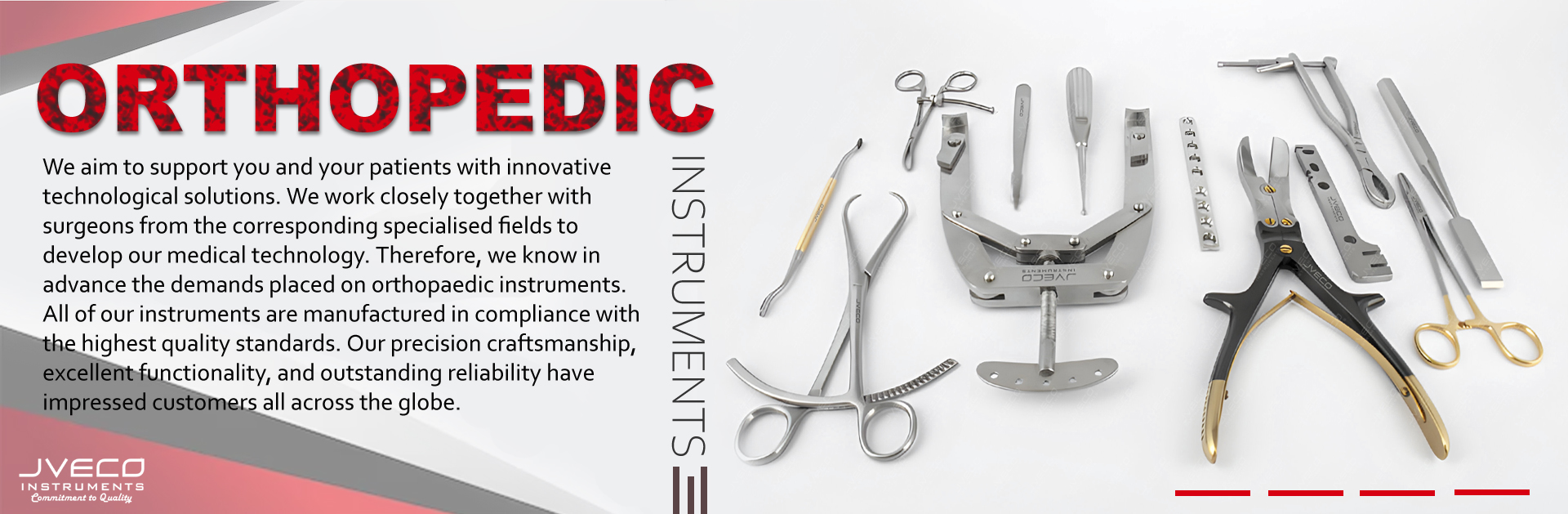
AVAILABILITY OF A WIDE RANGE OF INSTRUMENTS FOR ALL SURGICAL, DENTAL, PODITARY LINES
High quality tools developed and manufactured in accordance with the strictest quality standards (from material selection to production and final inspections). The advice of our product specialists supports customers in selecting the most suitable tools for their needs.
If you have any questions, just ask. We will be glad to help.
If you have any questions about our products or require further information, please contact us. We look forward to your message or call.